
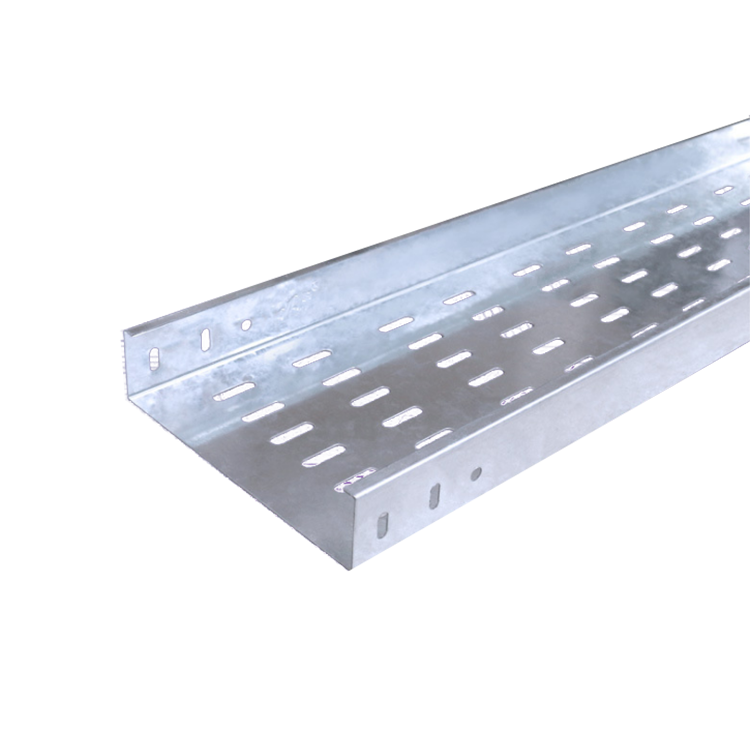
CE Certification Perforated Cable Tray for Factories - Quality Assured
When I think about reliable solutions for your cable management needs, CE Certification Perforated Cable Tray stands out. For those of us in the industry, having a product that meets CE Certification ensures that you’re choosing quality and safety. This perforated cable tray allows for excellent ventilation and accessibility, making installations a breeze. Being sourced directly from a certified factory means you can trust the durability and performance of each tray. I understand that as a B2B purchaser, your focus is on finding dependable products that align with regulatory standards. These cable trays not only promote efficient cable organization but also have the versatility to adapt to various project requirements. With a commitment to quality and compliance, our CE Certification Perforated Cable Tray is designed to support your projects efficiently. You won't just be purchasing a product; you'll be investing in peace of mind for your operations. Let's enhance your installations with confidence, knowing you’ve made the right choice.





CE Certification Perforated Cable Tray For the Current Year Leads the Global Market
In the ever-evolving landscape of industrial solutions, the significance of CE certified perforated cable trays cannot be overstated. As industries globally seek to enhance their infrastructure efficiency and safety, these trays have emerged as a cornerstone for effective cable management. Their unique design allows for optimal air circulation and drainage, reducing the risk of overheating and ensuring the longevity of electrical systems. With the increasing demand for reliable and sustainable solutions, businesses are turning to high-quality perforated cable trays that comply with CE standards, marking a significant shift in procurement preferences. This year, the global market for perforated cable trays is witnessing unprecedented growth. Driven by advancements in technology and stringent safety regulations, industries ranging from manufacturing to telecommunications are recognizing the benefits of integrating certified cable management systems into their operations. The reliability and durability of CE certified products not only enhance operational efficiency but also provide buyers with peace of mind, knowing they are investing in compliant and superior solutions. Understanding the needs of global buyers, it’s crucial for suppliers to offer not only quality products but also tailored solutions that address specific industry challenges. Engaging with manufacturers that prioritize innovation and compliance ensures that businesses can achieve their operational goals while adhering to international safety standards. As the market continues to evolve, staying informed about the best practices in procurement will be essential for businesses looking to maintain a competitive edge.
CE Certification Perforated Cable Tray For the Current Year Leads the Global Market
| Country | Market Share (%) | Year-on-Year Growth (%) | Key Applications |
|---|---|---|---|
| United States | 25 | 5 | Industrial, Commercial |
| Germany | 20 | 4 | Manufacturing, Infrastructure |
| China | 30 | 10 | Construction, Energy |
| United Kingdom | 15 | 3 | Telecommunications, Utilities |
| India | 10 | 6 | Commercial, Residential |
Related Products






CE Certification Perforated Cable Tray Dominates Service Backed by Expertise
Top Selling Products






- Related Blog
- Reviews
